From a small island off the coast of southern England, Mart Drake-Knight offers his own perspective on the trends driving the “circular economy” in which products and processes are re-designed to create a systematic way to cut materials use and pollution. Drake-Knight – still in his 30s – is co-founder and director of Isle of Wight-based Teemill.
The 130-person company uses circularity as a key driver for its business of making highly customised T-shirts from sustainable resources. It encourages customers to return them so the materials in the clothes can be used to make new ones.
“Our corporate customers are more interested in circularity [as a business model] than ever before. They are taking the concept extremely seriously which makes them enthusiastic about working with us,” Drake-Knight says. Teemill uses a network of plants in other countries to make its basic T-shirts, which are then sent to the Isle of Wight where printing takes place. Drake-Knight is on the right in the photo above, taken at a T-shirt factory in India that is part of the network.
Circularity thinking in business is part of a growing trend by businesses to make sustainability and environmental impact a bigger part of their corporate approach. Such ideas are closely connected to the growing regard of the threat – and need to combat – rising carbon dioxide levels and global heating. Some 70 per cent of greenhouse gas emissions are linked to extraction, processing and use of materials, with the remaining 30 per cent traceable to energy production
Teemill is among hundreds of businesses globally that have introduced into their operations substantial circularity strategies. The companies include not just manufacturers but businesses in other areas including mainly design, waste handling and specialist software.
But all these companies face the big challenge of combating the traditional “linear” or “take-make-waste” approach to goods production and energy use, in which huge amounts of materials are discarded such as through landfill, rather than reused.
Circle Economy, an Amsterdam based research group, is unambiguous about the difficulties posed by the dominance of the take-make-waste model. “The outlook for closing the circularity gap [increasing the volume of materials that is reused] looks bleak under the dead hand of business as usual,” Circle Economy says. “We desperately need transformative and correctional solutions.”
However many of the companies promoting circularity strategies would counter this gloomy view by saying they are making some progress in implementing their ideas.
 Above: Herman Miller makes its furniture in a range of global plants that follow circularity thinking
Above: Herman Miller makes its furniture in a range of global plants that follow circularity thinking
At the opposite end of the commercial spectrum to the fledgling Teemill is Herman Miller, the big US maker of office furniture and which for more than 20 years has blazed a trail in sustainability thinking. Scott Charon, the company’s sustainability manager, says circularity is one of the “three Cs” – the others being carbon and chemistry – that “are becoming more central” to how manufacturers make their operations more environmentally benign. “Our customers increasingly expect sustainability,” says Charon.
Kelly Hall, managing director of Netherlands-based Niaga, is frank about the challenges. Niaga is an unusual business that has devised a set of technologies and materials to implement circularity used by 15 other businesses in three core areas of carpets, mattresses, and furniture.
“Today’s production systems and supply chains are very efficient and effective after 30-50 years of work on lean and optimized factories and distribution networks,” Hall says. “The transition from the linear economy to a circular world comes with short-term inefficiencies and new investment…. For everyone person excited by the idea of change there are 10 others who are focused on optimizing the status quo. ”
On a more upbeat note Hall – whose company is owned by Covestro, a big German chemicals business – adds: ” I’ve become more optimistic that a circular economy will be realised over the long term….. But we [Niaga and its partner companies] are all frustrated that product development, consumer engagement and regulatory change to support a circular economy all take time.”
Circle Economy says the amount of materials used in the global economy each year – for everything from building bridges to heating people’s homes – is just over 100bn tonnes. Of this, Circle Economy says less than 9 per cent is re-used, giving a “circularity percentage ” of 8.6 per cent. The group says the number is too low and has identified ways to double the percentage over the next 15 years through implantation of new circularity initiatives.
 Circularity-based manufacturing has been given a stimulus by mounting environmental concerns
Circularity-based manufacturing has been given a stimulus by mounting environmental concerns
Circularity is both far from new, and part of most people’s experiences. Throughout history, once the “life” of one product is over, people have often sought to find new uses for it, either as a complete item or by using its constituents. The idea of passing on products such as clothing from one generation to another is common to most families. Charity shops – widespread in the UK – and antique markets are parts of the circular economy.
Over the centuries metals – for instance used to make statues or kitchen vessels – have been melted down to make new items. Medieval paper mills used as raw materials old fabrics and cloths discarded from earlier uses. Today metals including steel and copper are widely recycled in routine large-scale operations, as is paper.
What is different about 21st century circularity – and which distinguishes the companies practising it from straightforward recyclers of materials – is the degree to which they have embedded into their operations a system to link waste to new products through a “closed loop” approach, encouraging re-use. The Ellen MacArthur Foundation, a charity promoting the circular economy, says companies that follow this path are “regenerative by design”.
The moves in the modern era to encourage circularity can be traced to Walter Stahel, a Swiss architect and engineer. In 1976 Stahel was co-author of a report for the European Commission on what he called the “loop economy”. Stahel defined this as involving both a continual recycling between old and new products and an emphasis on repair and re-use pf products surplus to the requirements of their owner.
Michael Braungart, an evangelical German chemist, later built on Stahel’s ideas. He brought into wider use the term “cradle to cradle” for a production system based on a loop economy.
With his collaborator, US architect Bill McDonagh, Braungart established in 2010 the California-based Cradle to Cradle Products Innovation Institute as a platform for certifying products created by re-use strategies and contain only materials categorised as are environmentally benign. The institute says it has certified “several tens of thousands” of cradle to cradle products spanning toys to construction materials.
Most of the circularity adherents have built their strategies around two key factors – technology and partnerships – that are behind any competitive advantage in circularity that they might claim.
Teemill works at the centre of its own business “eco-system” which comprises some 15,000 organisations – many of them large clothing brands – that use the UK company’s software and logistics expertise to make their own operations more sustainable.
The number of businesses implementing circularity strategies – and the diversity of their efforts – appear impressive. But summing up their impact is difficult.
Few of the companies implementing circularity ideas divulge details either about the financial elements to what they do or of their key technologies. (Their reticence about technical details is explained they say about the need to protect commercial secrets).
Most of the companies that have been successful in implementing circularity have devised some form of proprietary technology to simplify how materials in certain products can be broken down into useful elements and then reused in what amounts to a second – albeit linked – process.
In the case of Teemill, the company has developed processes to economically extract cotton and other materials from old T-shirts. It has also worked on a separate set of ideas – software related to printing – that enables designers both inside and outside the company to come up with new patterns and colours for printing on new T-shirts once the basic re-created garment has been produced in a clothing factory.
The German automotive parts company Continental has – in its tyre business where it is among the world’s biggest producers – championed the idea of recycling materials from used tyres and creating new ones from them. It has also ploughed ideas and money into “retreading” to enable worn tyres to be given new lives as opposed to being discarded. thrown away.
At the heart of this approach is what the company calls its LifeCycle plant in Hanover, which it says is the only production facility worldwide that unites tyre recycling and retreading under one roof. It uses the ideas from Hanover in several other smaller scale recycling and retreading plants in other countries. The company declines to give more than sparse details of the technology it uses to separate rubber and other compounds from old tyres nor to give any details of the numbers of types it pushes through its reprocessing operations.
While most businesses involved with circularity ideas have developed their technologies ideas solely for use in their own operations, some set out to offer a technology “platform” aimed primarily for use by other companies and from which they derive revenues through approaches such as licensing.
 Inside a Niaga carpet factory in Geleen, the Netherlands
Inside a Niaga carpet factory in Geleen, the Netherlands
A leader in this approach is Niaga, which regards itself as a “pure play” circularity business gaining income from intellectual property rather than products. The company has developed a set of manufacturing principles that allow both for the redesign of products to make them straightforward to recycle and for the use of special adhesives and other chemicals (which Niaga sells to its partner businesses) that facilitate the process of release useful substances from old products.
In a similar way UK-based Plastic Energy has devised a series of processes for using waste plastics in operations to make new chemical materials which are put into use in plants run by a series of partner businesses. The company has announced an impressive looking range of deals in which its technologies are to be put into use by big chemical and consumer groups including Sabic,Total and Nestle.
Variants on this approach cover those companies that have developed specialist – and often highly confidential – technologies to split apart certain high-value items such as industrial magnets or electric car batteries and re-use their components in a systematic way.
The US’s Noveon Magnetics (formerly Urban Mining) operates a plant in Texas that both extracts key materials from rare-earth magnets used in a range of industrial equipment and then makes (inside the same plant) new ones for key customers. Umicore, based in Belgium, follows this approach to some degree, splitting apart electronic equipment in a high-tech facility in Hoboken and then distributing the resultant stream of materials to business customers around the world for use in their own operations to make new products.
Behind virtually all these companies’ thinking is the second key element to circularity strategies – based on the construction of an eco-system in which the circularity business is the main player but depends on partners to make the entire system work. Hall at Niaga says her group of 15 partner businesses – which she calls “front runners” – are key to “testing and proving” a circular approach by collaborating in areas such as new products and recovery and reuse systems.
Hall’s front runners include a disparate range of businesses including in carpets the Belgium-based Louis de Poortere and Mohawk of the US; in mattresses, Auping and Revor in the Netherlands; and Koenig & Neurath, a German furniture maker. She calls the key executives at these businesses “courageous leaders…[and] positive deviants who will prove circularity works without sacrificing performance or profitability”.
Following similar principles is Aquafil, an Italy-based chemical business that is a key maker of re-usable Nylon 6, used in products such as carpets and garments. Aquafi’s most important regenerated product is Econyl , a form of Nylon 6 made from routes such as old carpets, waste from industrial processes and “end of life” products collected via “take back” programmes involving consumers.
Aquafil operates a big plant in Ljubljana, Slovenia that makes Econyl on a global basis. Unusually for a circularity business, Aquafil provides some financial data about its circularity performance, divulging that in 2020 it gained revenues of Euro 161m from Econyl, representing just over a third of the company’s total sales.
A vital part of Aquafil’s strategy is its partnership with a substantial number of brands – more than 470 at the last count, up from about 300 in 2019, and most of which are listed on its website – that use Econyl in their products. The brands are mainly in fashion and clothing and include not just well known names such as Speedo (owned by the UK’s Pentland) , Napapijri (owned by VF of the US) and Gucci of Italy but less familiar groups including Spanish swimwear business All Sisters; ZL Copenhagen and Woodlike Ocean, two clothing companies based in Denmark and Germany respectively; the US rug maker Delos and Medit, an Italian business making home products such as curtains.
Only a small number of these brands – Aquafil names just three – operate their own take-back programmes to encourage consumers to return used clothes made from Econyl so they can form part of a new remanufacturing process. Underlining the operational difficulties involved in making circularity a more fundamental part of the global manufacturing system, Aquafil says it is working to encourage more take-back programmes but that this is “not an easy exercise”. The company adds: “We are discussing [the ideas] with many other brands, but it takes a little bit of time.”
As to the overall impact of circularity ideas on specific businesses, it is extremely hard to point to precise figures summing up the financial advantages to circularity thinking. But the companies that have implemented these ideas generally say they gain some -albeit unquantifiable – benefits to circularity through the projection to consumers and others positive messages about their approach to environmental issues.
Through its Napapijri brand VF is one of the most enthusiastic partners to Aquafil on Econyl use. It has organised take-back programmes for jackets made from the fibre and sold under the Napapijri brand in what it calls its “Circular Series”. VF says the products have played a central part in its promotions involving social media and have “allowed us to reach out to our consumers with a clear, strong message about our commitment to sustainability”.
At Herman Miller, Charon has no doubt about the advantages to his company of its work in circularity as part of its overall thinking on sustainable design and manufacturing. Charon heads a 20-strong team working on sustainability and which links with the company’s furniture designers around the world.
Charon says Herman Miller’s work over 20 years on circularity and sustainable thinking has “given us a foundation for the conversations that our customers want” with the details dependent on “their own priorities and preferred metrics”. Charon sums up: “We have built up a leadership position [in circularity and sustainability] which has I believe has made us a stronger business.”
The corporate world has made some bold attempts to introduce circularity strategies into key aspects to global manufacturing and distribution systems. It seems that the biggest advances in circularity have been made in areas where businesses are dealing with other businesses – such as in the recovery operations organised by companies such as Urban Mining and Umicore – rather than in consumer-facing operations.
A key to the challenges that lie ahead may be linked to the difficulties involved in encouraging more consumers to wholeheartedly embrace the concepts behind circularity, and so combat the inbuilt resistance to circularity posed by the dominance of take-make-waste.
It seems likely that until circularity proponents start to offer tightly organised systems to provide consumers with a financial incentive to take part in recovery programmes – which very few businesses so far have been able to implement on a big scale – the efforts to involve consumers will remain fragmented.
But for all the challenges – as global concern mounts about environmental damage – circulatory concepts will play a bigger part in corporate strategies in the years ahead.
A shorter version of this article appeared in a 2022 edition of a research journal published by Walter Scott, an Edinburgh investment group
 Care home resident Marguerite Marsh in conversation with her son Peter, trying out a Contechs clear mask
Care home resident Marguerite Marsh in conversation with her son Peter, trying out a Contechs clear mask The government has encouraged the development of clear masks such as this one made by North West Medical, but has shelved a planned funding scheme
The government has encouraged the development of clear masks such as this one made by North West Medical, but has shelved a planned funding scheme Inside the North West Medical mask-making plant near Londonderry
Inside the North West Medical mask-making plant near Londonderry The big machine tool maker DMG Mori has thrown its weight behind ideas to add a novel energy-saving accessory to factory machines
The big machine tool maker DMG Mori has thrown its weight behind ideas to add a novel energy-saving accessory to factory machines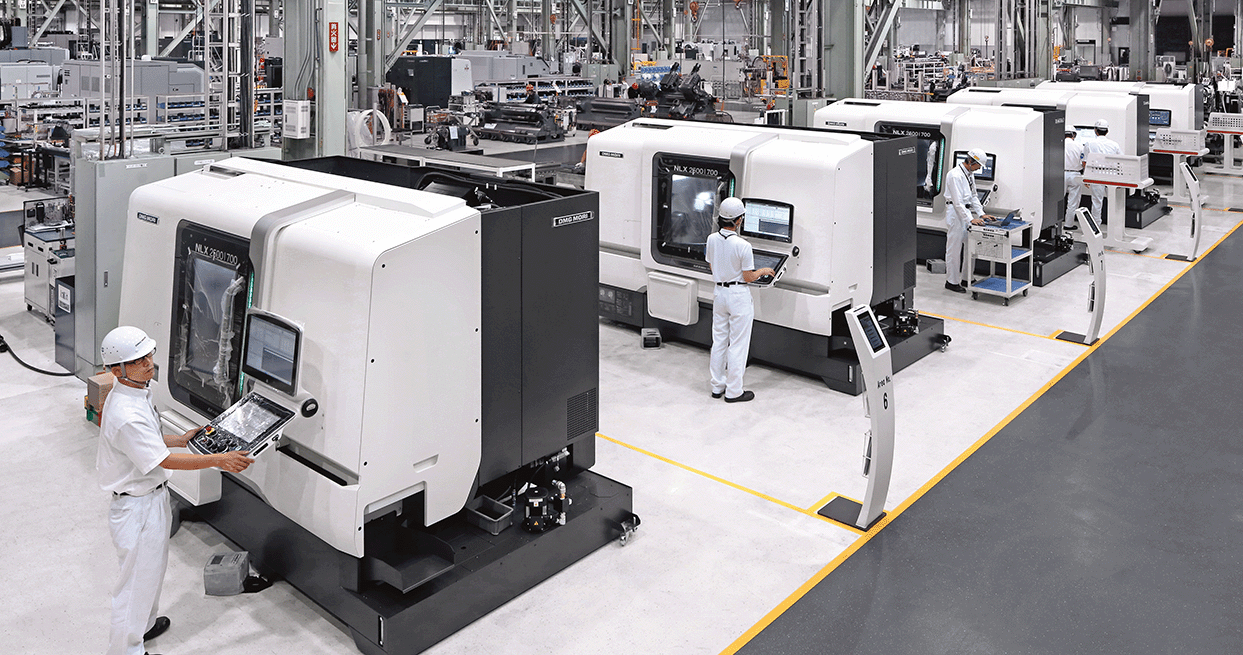 Highly adaptable – and expensive – metal cutting machines are the work horses of industry and big users of electricity
Highly adaptable – and expensive – metal cutting machines are the work horses of industry and big users of electricity A new website aims to encourage businesses in sectors from pharmaceuticals to pumps to publicise their own efforts to reduce carbon emissions
A new website aims to encourage businesses in sectors from pharmaceuticals to pumps to publicise their own efforts to reduce carbon emissions Engineering boss Chris Rea believes virtually every area of manufacturing should accelerate moves to make their activities more environmentally sustainable.
Engineering boss Chris Rea believes virtually every area of manufacturing should accelerate moves to make their activities more environmentally sustainable. Chief executive Will Butler-Adams says the new plant should set Brompton up for growth over the next 30 years
Chief executive Will Butler-Adams says the new plant should set Brompton up for growth over the next 30 years The new plant – due to be built in a nature reserve – will use modern design to cut energy use
The new plant – due to be built in a nature reserve – will use modern design to cut energy use Brompton’s employee numbers could rise from about 800 now – most of them based in the company’s London HQ – to 1,500 by the time the new factory opens
Brompton’s employee numbers could rise from about 800 now – most of them based in the company’s London HQ – to 1,500 by the time the new factory opens
 Not everyone who benefits from the commission’s wealth necessarily goes on to form their own business. Many are simply keen to develop a career in industry – or to do something else altogether. Take Marta Ferran-Marqués, a materials specialist from Spain doing a commission-funded PhD in manufacturing engineering at
Not everyone who benefits from the commission’s wealth necessarily goes on to form their own business. Many are simply keen to develop a career in industry – or to do something else altogether. Take Marta Ferran-Marqués, a materials specialist from Spain doing a commission-funded PhD in manufacturing engineering at  She applied to join the astronaut training programme at the
She applied to join the astronaut training programme at the  One possibility is new techniques, based on 3D printing and other emerging technologies, to make environmentally benign substitutes for plastics. “I’m hoping what I am doing will lead eventually to a step change in the way we make products, based not just on graphite but other materials too. Materials are fundamental to everything we do.”
One possibility is new techniques, based on 3D printing and other emerging technologies, to make environmentally benign substitutes for plastics. “I’m hoping what I am doing will lead eventually to a step change in the way we make products, based not just on graphite but other materials too. Materials are fundamental to everything we do.” Alan Murrell (pictured right) met KwickScreen’s co-founder Michael Korn (left) while a student.
Alan Murrell (pictured right) met KwickScreen’s co-founder Michael Korn (left) while a student.
 Against the trend towards offshoring, Renishaw sees “real positives” about keeping most of this company’s manufacturing and development in the UK.
Against the trend towards offshoring, Renishaw sees “real positives” about keeping most of this company’s manufacturing and development in the UK. A key part of Renishaw‘s long-term recruitment efforts involves going into schools to tell youngsters about technology.
A key part of Renishaw‘s long-term recruitment efforts involves going into schools to tell youngsters about technology. Official plans call for at least 50 per cent of protective health equipment used in the UK to be made in domestic plants – but the government has declined to provide detailsPPE is the term for items such as facemasks, gowns, aprons and eye protectors used by health workers to shield them from viral infection. Formerly a manufacturing backwater, PPE is now regarded as a strategic industry: in the first year of the pandemic, the UK government spent a massive £15bn buying PPE. Most orders went to overseas manufacturers.
Official plans call for at least 50 per cent of protective health equipment used in the UK to be made in domestic plants – but the government has declined to provide detailsPPE is the term for items such as facemasks, gowns, aprons and eye protectors used by health workers to shield them from viral infection. Formerly a manufacturing backwater, PPE is now regarded as a strategic industry: in the first year of the pandemic, the UK government spent a massive £15bn buying PPE. Most orders went to overseas manufacturers. A series of UK and overseas-based manufacturers have invested in making protective equipment in the UK, creating more than 1,000 jobsBen Fletcher, chief operating officer at the manufacturing trade body MakeUK, would like the government to clarify its intentions. “We’d like to see the government change its model for PPE procurement to one that [considers] environmental and social costs as well as price, and as a result encourages more UK-based manufacturing. This would have to go beyond an expression of intent and be based on awarding long-term contracts to recognised UK-based suppliers.” Tony Bellis, head of government affairs at the UK arm of US industrial group 3M, said ministers should “find a balance between giving long-term contracts to UK based companies [for PPE manufacturing] … and allowing trusted suppliers to curate their own [overseas-based] supply chains”.
A series of UK and overseas-based manufacturers have invested in making protective equipment in the UK, creating more than 1,000 jobsBen Fletcher, chief operating officer at the manufacturing trade body MakeUK, would like the government to clarify its intentions. “We’d like to see the government change its model for PPE procurement to one that [considers] environmental and social costs as well as price, and as a result encourages more UK-based manufacturing. This would have to go beyond an expression of intent and be based on awarding long-term contracts to recognised UK-based suppliers.” Tony Bellis, head of government affairs at the UK arm of US industrial group 3M, said ministers should “find a balance between giving long-term contracts to UK based companies [for PPE manufacturing] … and allowing trusted suppliers to curate their own [overseas-based] supply chains”. Medicom – a big Canadian healthcare business – has started its first British plant in Northampton to make hospital masksGuney said she spent months trying to start contract discussions with the DHSC, going so far as to directly lobby Johnson and the former health secretary Matt Hancock. Ultimately, she said, she felt “abandoned” by the government.
Medicom – a big Canadian healthcare business – has started its first British plant in Northampton to make hospital masksGuney said she spent months trying to start contract discussions with the DHSC, going so far as to directly lobby Johnson and the former health secretary Matt Hancock. Ultimately, she said, she felt “abandoned” by the government. London-based Fashion Enter spent £100,000 making a new range of reusable hospital gowns but in its bid to win high-volume contracts has “hit a brick wall”Two distinct groups have emerged among the companies that have started or expanded production of personal protection equipment (PPE) in the UK. In the first camp are those that have won sometimes big government PPE orders.
London-based Fashion Enter spent £100,000 making a new range of reusable hospital gowns but in its bid to win high-volume contracts has “hit a brick wall”Two distinct groups have emerged among the companies that have started or expanded production of personal protection equipment (PPE) in the UK. In the first camp are those that have won sometimes big government PPE orders. The Yorkshire company Bluetree has moved into making protective masks for heath workers and has added 240 jobsPaul Ingham, P&P’s managing director, said: “We had great support [on technical aspects] from InnovateUK. We received a lot of positive feedback from [local] health trusts.
The Yorkshire company Bluetree has moved into making protective masks for heath workers and has added 240 jobsPaul Ingham, P&P’s managing director, said: “We had great support [on technical aspects] from InnovateUK. We received a lot of positive feedback from [local] health trusts. Richard Taylor of PPECO -pictured with one of his company’s biodegradable face visors – has tried hard to win government contractsBut Taylor has been disappointed by lack of success in using InnovateUK connections to create a pathway towards opening talks with government procurement agencies. “I thought we succeeded with our product development and after this had a good basis for discussions with other government departments about winning orders. In terms of how InnovateUK connects with other parts of the government on procurement, I feel there is room for improvement.”
Richard Taylor of PPECO -pictured with one of his company’s biodegradable face visors – has tried hard to win government contractsBut Taylor has been disappointed by lack of success in using InnovateUK connections to create a pathway towards opening talks with government procurement agencies. “I thought we succeeded with our product development and after this had a good basis for discussions with other government departments about winning orders. In terms of how InnovateUK connects with other parts of the government on procurement, I feel there is room for improvement.” Use of protective equipment in hospitals during the pandemic has soared above official projections, stoking demand for more UK productionSince the start of the crisis, personal protective equipment (PPE) has been used in enormous quantities. Between February 2020 and September 30, 2020, the Department of Health and Social Care has bought and distributed more than 14bn individual pieces of PPE – most of which is used once and then discarded, creating huge waste. It says it ordered 32bn items.
Use of protective equipment in hospitals during the pandemic has soared above official projections, stoking demand for more UK productionSince the start of the crisis, personal protective equipment (PPE) has been used in enormous quantities. Between February 2020 and September 30, 2020, the Department of Health and Social Care has bought and distributed more than 14bn individual pieces of PPE – most of which is used once and then discarded, creating huge waste. It says it ordered 32bn items.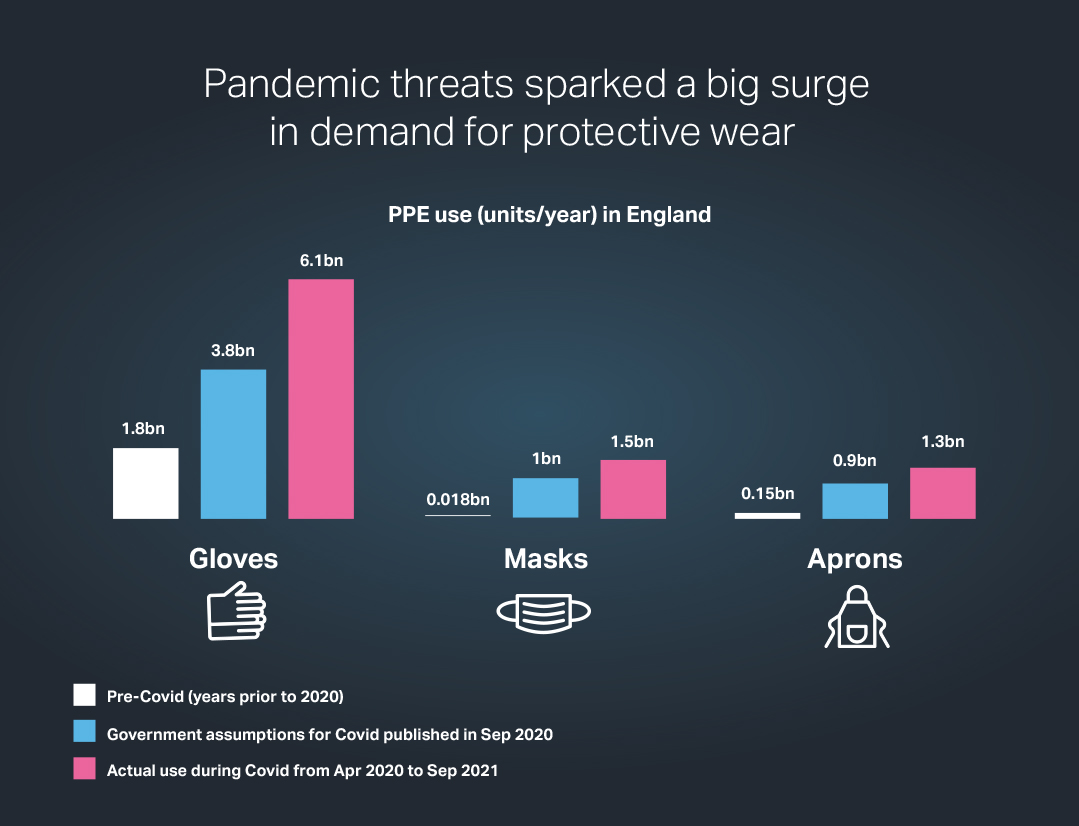 Source for all Charts : DHSC experimental statistics for PPE distribution in England; Government coronavirus daily updates; DHSC PPE strategy paper Sept 2020For instance, use of hospital isolation gowns in National Health Service centres in England was running at about 750,000 units a year before the pandemic. The strategy paper assumes that about 18m isolation gowns would be needed for a full year of Covid. In the event, about 41m were required.
Source for all Charts : DHSC experimental statistics for PPE distribution in England; Government coronavirus daily updates; DHSC PPE strategy paper Sept 2020For instance, use of hospital isolation gowns in National Health Service centres in England was running at about 750,000 units a year before the pandemic. The strategy paper assumes that about 18m isolation gowns would be needed for a full year of Covid. In the event, about 41m were required. Use of protective equipment in the heath service has stayed extremely high, even as the pandemic’s impact has declined since its worst stagesData compiled by Made Here Now show that the intensity of use of personal protective equipment (PPE) – the total amount required, adjusted for the perceived severity of the pandemic as indicated by hospital Covid cases – has risen markedly since the early stages of the crisis.
Use of protective equipment in the heath service has stayed extremely high, even as the pandemic’s impact has declined since its worst stagesData compiled by Made Here Now show that the intensity of use of personal protective equipment (PPE) – the total amount required, adjusted for the perceived severity of the pandemic as indicated by hospital Covid cases – has risen markedly since the early stages of the crisis. Made Here Now data based on the “intensity ratio” have revealed key trends shaping demand for items such as masks and gowns, pointing to a tightening of efforts to control infection in hospitals and other health settingsBehind the Made Here Now data is an analysis of the intensity ratio over the three six-month periods since around the start of the pandemic in April 2020 and for which government figures are available.
Made Here Now data based on the “intensity ratio” have revealed key trends shaping demand for items such as masks and gowns, pointing to a tightening of efforts to control infection in hospitals and other health settingsBehind the Made Here Now data is an analysis of the intensity ratio over the three six-month periods since around the start of the pandemic in April 2020 and for which government figures are available.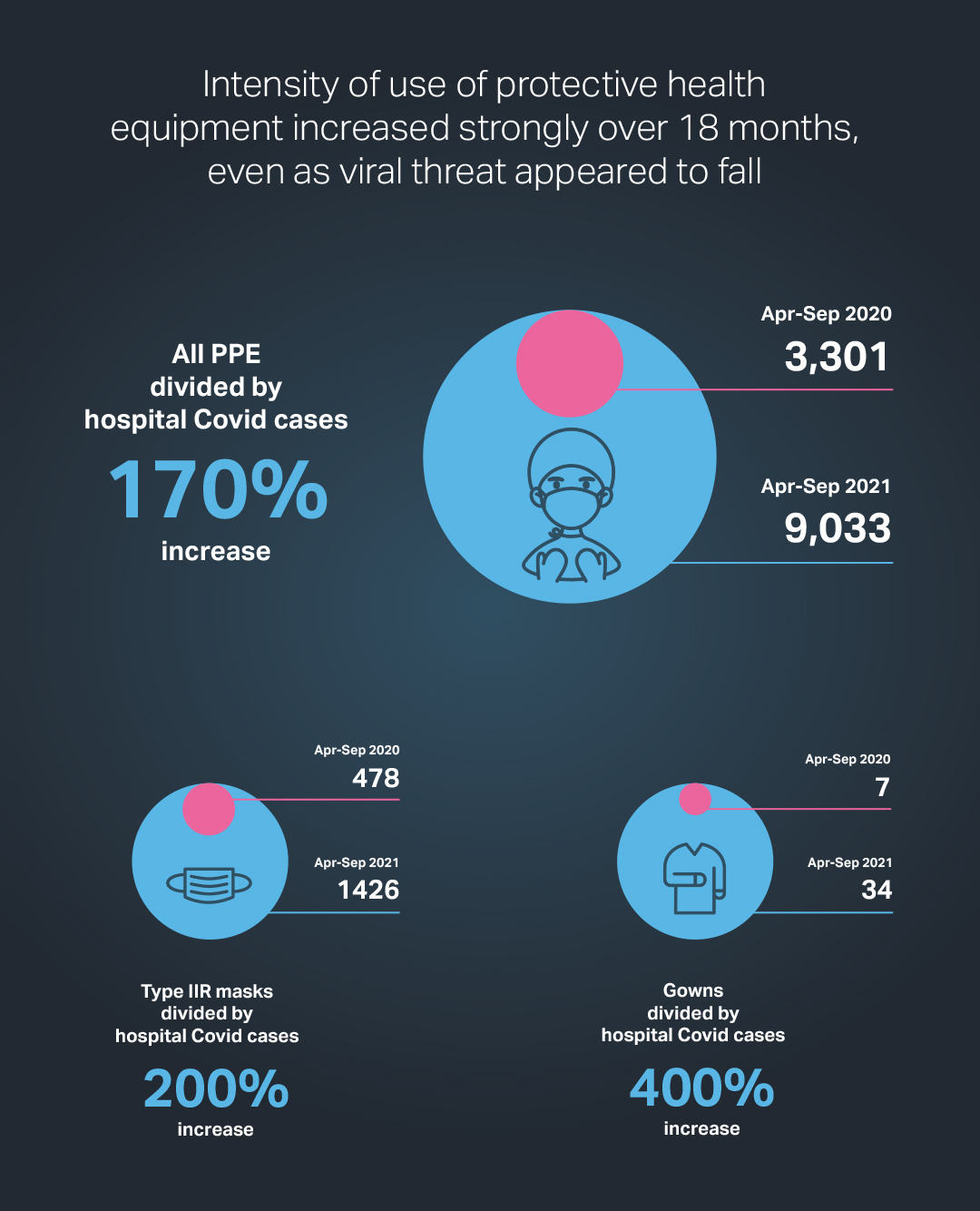 The intensity ratio is based on PPE use by the NHS for England only. Detailed data for PPE use in other parts of the UK are less easily available. Numbers of hospital cases are also based on data covering only England. Roughly 70 per cent of PPE purchased for the NHS is used in hospitals with the rest going to other places such as care homes and doctors’ surgeries.
The intensity ratio is based on PPE use by the NHS for England only. Detailed data for PPE use in other parts of the UK are less easily available. Numbers of hospital cases are also based on data covering only England. Roughly 70 per cent of PPE purchased for the NHS is used in hospitals with the rest going to other places such as care homes and doctors’ surgeries.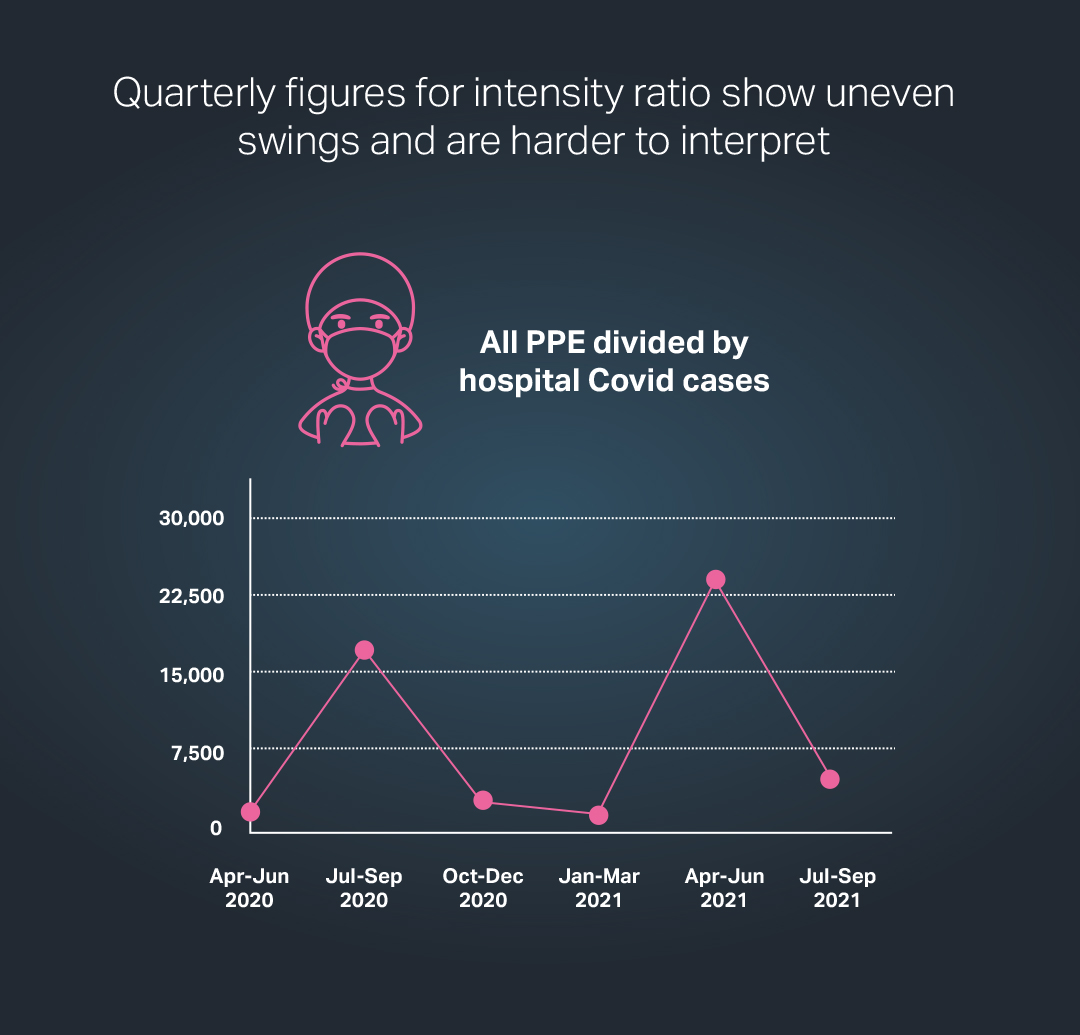 Source for all Charts : DHSC experimental statistics for PPE distribution in England; Government coronavirus daily updates; DHSC PPE strategy paper Sept 2020Under this method of analysis, the intensity ratio for the most recent three months – from July to September 2020 – comes in at 5,155, appreciably less than the figure of more than 23,000 registered for the quarter immediately before this when hospital cases were very high.
Source for all Charts : DHSC experimental statistics for PPE distribution in England; Government coronavirus daily updates; DHSC PPE strategy paper Sept 2020Under this method of analysis, the intensity ratio for the most recent three months – from July to September 2020 – comes in at 5,155, appreciably less than the figure of more than 23,000 registered for the quarter immediately before this when hospital cases were very high.









Clear-mask makers aim for greater visibility
News that the government has abandoned a pilot project to support UK companies making transparent face masks has raised doubts about its commitment to boost domestic production of personal protection equipment (PPE) and create a more resilient supply chain.
Demand for fresh stocks of PPE could surge if new strains of Covid or other viruses lead to a sustained rise in infections and hospital admissions, prompting the reimposition of mask-wearing in shops or on public transport.
In the early stages of the crisis, poor planning created a crippling shortage of masks and other protective gear, forcing the Department of Health and Social Care to pay high prices to overseas suppliers, notably in China. Raina Summerson, chief executive of Agincare, a Dorset company that runs care homes, said that transparent masks undoubtedly help communication with elderly people and “given the lessons learned in the pandemic” these should be sourced in the UK if possible.
Official plans call for at least 50 per cent of all protective equipment used in the UK, such as gowns, aprons and masks, to be manufactured domestically. Before the pandemic, just 1% came from UK plants. However, the government has declined to provide details of progress towards its target. The 50 per cent plan was referred to in 2021 by Sir Chris Wormald, DHCS permanent secretary, during parliamentary hearings.
The shelving of this pilot echoes a similar decision in a related project earlier in the pandemic. In 2020 the DHSC dismayed industrial representatives when it pulled out of a mooted £75m scheme to boost UK production of hospital gowns that could be washed and reused up to 100 times.
The initiative had been framed as a bold move to reduce the environmental impact of single-use PPE. The Cabinet Office had estimated that at the peak of the Covid crisis almost half a million single-use gowns were being thrown away by hospitals each day.
As in the previous case, the DHSC encouraged UK manufacturers to develop medical-grade clear masks, to tackle the current lack of supply and to boost the amount of PPE made in the UK. Mask makers can still try to sell their products to health trusts and private-sector users but without the stimulus that a centralised purchasing programme would have given them.
In July 2021, the department said: “DHSC continues to actively encourage manufacturers to develop new, innovative products which meet the standard for transparent face masks…..DHSC has allocated funding for a pilot of new transparent masks in health and social care settings….. We anticipate that these initiatives will result in the availability of safe and effective transparent face masks to health and social care workers.”
Clear masks fit tightly against people’s faces, and so offer much higher degree of protection than the transparent visors in widespread use during the pandemic.
According to the DHSC, more than 80 types of clear mask supplied by different developers were submitted for testing while the pilot scheme was under discussion. Some have gone on to be examined in a convoluted “four-nations” testing procedure led by the DHSC and involving several UK-wide health agencies.
The scheme’s demise comes in the wake of controversy over the government’s PPE procurement. The House of Commons’ public accounts committee said in a report in June 2022 that much of the DHSC’s procurement in 2020 was “haphazard, even given the scale of the challenge in building stocks at a time of massive global shortages”. Of the £12bn of PPE purchased during the crisis, the committee found that about a third turned out to be useless and will have to be incinerated or sent to landfill.
The report also criticised the degree of scrutiny the department gave to contract negotiations, finding that almost a quarter of all its PPE contracts were subject to “commercial negotiations, legal review or mediate after they had been awarded.
Gavin Killeen, a director of North West Medical, a manufacturer of clear masks, said: “It’s clear that as the pandemic has developed, the UK has strengthened its ability to make masks and other sorts of PPE at more competitive prices, compared with the rest of the world. This has been due to the experience we and other manufacturers have gained over this period, along with the investments in automation. When you factor in the resilience you get from having local manufacturing, the case for buying locally has become more compelling.”
A key factor behind what has happened with clear masks is that in the early stages of the pandemic the government massively over-ordered many types of PPE. As a result, some items in the UK stockpile may not need replenishing for several years.
However for innovative products such as high-quality transparent masks, few if any are held in existing stocks, making it far harder for officials to argue that boosting supply is unnecessary – especially if rising Covid infections put mask-wearing back on the agenda